TEZ - 3
Hafif Ateşli Silahlarda Kullanılan Yuvarlak Ve Yassı Telden Üretilmiş Yerine Getiren Yaylarda Kuvvet Kayıplarının İncelenmesi
Selamlar. Bir çok silahsever arkadaşımız eminim gerek kendileri gerekse çevrelerinde tabancaların söküldüğüne şahit olup kendileri deneyimlemiştir. Bende bu paylaşımımı tabancalar üzerine yapmaya karar verdim.Aşağıdaki tabancanın üst kapağından bir kesit bulunmakta. Dikkat ederseniz yerine getiren yay dediğimiz irca yayı da görülmektedir.
İrca yayı bir tek tabancalarda mı görülmektedir? Hayır. Av tüfekleri ve piyade tüfeklerinde de görülmektedir. Ama tezin konusu gereği sadece tabancalardaki irca yayına yer verilmiş. Bu tez çalışmasında bloguma formüllere çok fazla yer vermedim. Matematiksel detay kısımlarını siz değerli okuyuculara bıraktım. Hatamız, kusurumuz varsa affola. Allaha emanet olun.
Selamlar. Bir çok silahsever arkadaşımız eminim gerek kendileri gerekse çevrelerinde tabancaların söküldüğüne şahit olup kendileri deneyimlemiştir. Bende bu paylaşımımı tabancalar üzerine yapmaya karar verdim.Aşağıdaki tabancanın üst kapağından bir kesit bulunmakta. Dikkat ederseniz yerine getiren yay dediğimiz irca yayı da görülmektedir.
 |
Sevgilerimle Ünal ASLAN

Hafif ateşli silahların genel çalışma prensibi iğneni ateşlemesi sonucu barut gazının geri tepmesi ve geri tepmeyi absorbe eden yerine getiren yayın(irca yayı) ileri itmesi şeklindedir.

* Tezin yukarıda anlatılan kısmın aşağıdaki video kesiti:
Tabancalar 4 ana parçadan oluşur bunlar: 1- Gövde 2-Kapak(sürgü) 3-Namlu 4-Şarjör dür.

Gövde de şarjör ve yuvası, tetik ve korkuluğu, tetik ile intikal parçaları, horoz,çıkarıcı,emniyet mandalları, kabza kapağı ve bunlara ait pim ve yaylar- Namluda yiv ve setler-Şarjörde fişek-Kapak takımında gez,arpacık, kovan atma boşluğu, tırnak,iğne ve iğne yayı bulunur.
Yarı otomatik tabancanın çalışma sistemi şu şekildedir.Fişek ateşlendiğinde kapak takımı geri gelir kovan tahliye edilir, yerine getiren yay sıkışır. İrca yayı kapak takımını iter öne doğru. Şarjör içerisindeki fişek atım yatağına sürülerek devre tamamlanır. İrca yayı ateşleme mekanizması için çok önem arz etmektedir. Çünkü irca yayı şarjörden dolu fişeği alıp namluya sürülmesinde ve patlama sonrası oluşan şoku absorbe ederek kullanıcının aldığı geri tepme kaynaklı etkiyi azaltmayı sağlar.
Not: Silahlara Hafif Silah sistemleri Başkanlığı/ABD Kara Kuvvetleri Test Merkezi tarafından yayınlanan bir prosüdür Test İşlemleri Prosüdürü (TOP)3-2-045e göre çeşitli testler uygulanır.
Kapak takımın içindeki irca milinin asıl görevi yayın sağa sola kaymadan burkulmadan düzgün bir şekilde durmasını sağlar.
-İrca yayında beklenenin üzerinde meydana gelen performans kayıpları tabancanın hata yapmasına veya çalışamaz duruma gelmesine neden olur.
-Silah tasarımı yapılırken yerine getiren yay parametreleri silahın ateşleme ve geri tepme mekanizmalarına doğrudan bağlantılı olduğu için çok iyi belirlenmelidir.
Yaylanma oranı (yay sabiti): Yayın sıkışması ona uygulanan kuvvet ile orantılı olarak farklılık gösterir. kuvvetin sıkışma miktarına bölünmesiyle elde edilen değer sabittir. Bu değere denir. Bu sabit /oran düşükse yay yumuşak,yüksekse yay serttir. Yay sabiti arttıkça, yayı sıkıştırmak için daha fazla güç gerekir. Bu yüzden düşük basınçlı fişeklerde kapağın geri gelmez ve silah tekrar kurulamaz. Çok düşük yay sabiti yayda ise silahın şahlanmasına, geri tepme kuvvetinin artmasına ve silahın kurulmasında gecikmelere neden olacaktır. Ayrıca dengesiz irca yayı fişek dikme, boş kovanı atamama, düzensiz boş kovan atışı kapağın geri gelmemesi, fişeği patlatmama gibi sorunlara yol açacaktır.
Geri Tepme Mekanizması
Geri tepme, bir fişeğin namluda patlaması sonucu merminin ve ortaya çıkan gazların ileriye doğru hareket etmesinin sonucunda, Newton'un 3.yasasasına göre tepki gücüne göre elde edilen , merminin ileriye doğru hareketini dengeleyen ve geriye doğru olan momentumuna denir. Momentum, küçük silahlarda ateşleyen kişinin vücudu kullanılarak yere aktarılırken, daha büyük ve yere monte edilmiş silahlarda montajla yere aktarılır.
-Geri tepme gücünü durdurmak için silahı bir süre ileri hareket ettirmek gerekirken, genellikle bu güç geri tepme gücünden daha küçük ve merminin namlu içindeki hareketinden daha uzun sürede olduğundan geri tepme gücü silahı geriye doğru hareket ettirir.
Momentum = Silahın Kütlesi x Hızı
Momentumun korunumu yasasına göre ileri ivmelenen merminin momentumu, geriye doğru ivmelenen silahın momentumuna eşi olmalıdır. Dolayısyla merminin kütle ve hızı biliniyorsa silahın geri tepme hızı ve enerjisi hesaplanabilir
Geri tepme mekanizmalarının görevleri şunlardır:
- Momentum transferinin sağlanması
- Geri tepme kuvvetinin kontrolünün sağlanması
- Enerji transferinin sağlanmasıdır.
Yaylar
Yaylar Gerek yapıldıkları malzemenin elastiklik özellikleri ve gerekse şekilleri sebebiyle, nispeten büyük şekil değiştirmeyle enerji depolarlar ve bunu kullanma amacına göre az veya çok bir sürtünme kaybıyla geri verirler. Bu süreçte, yayların malzeme özellikleri ve şekilleri önemli birer etken olmaktadır...
Yayların görevlerini sıralayacak olursak; enerji depolamak, darbe ile meydana gelen kuvvetlerin şiddetini azaltmak yani sönümleme yapmak,bazı elemanlarda ön gerilmeli yerleştirilip boşluk gidermek, preslerde kuvveti sınırlamak, ani yükleme ve etkiyi azaltmak, makine parçaları arasındaki bağlantıyı sürdürmek, titreşimi kontrol etmektir.
Yay karakteristiği: Yaya gelen yük ile yaylanma miktarı arasındaki bağıntıya denir. Yay karakteristikleri;
 |
| Lineer Karakteristik Yükselen Karakteristik Alçalan Karakteristik |
Yay katsayısı (rijitliği): Yayı 1 birim çekmek veya uzatmak için gerekli kuvvete denir. Bu bağıntı lineer, yükselen veya alçalan karakterde olabilir.
Yay Malzemeleri
Yay malzemesi yüksek yorulma direnci, yüksek süneklik, yüksek elastikiyet ve yüksek sürtünme direncine sahip olmalıdır. Taşıyacağı kuvvet, yaylanma miktarı, yerleştirileceği yerdeki hacim ve kütle sınırlamalrına göre b,r yayın malzemesi ve şekli seçilir.
Yay telinin kopma mukavemeti tel çapı ile ters orantılı olarak değişir.
Yaylar için kullanılan malzemeler sertleştirilebilen karbon çelikleri, krom, silisyum, silisyum-mangan-krom, vanadyum alaşımlı çelikler gibi malzemelerdir. Kullanılan pirinç, fosforlu bronz, silisyum-bronz çelik nikel alaşımları demir olmayan metal malzemelerdir.Ayrıca metal olmaya (kauçuk,plastik malzeme, tahta,çeşitli sıvılar ve gazlar vs.) yay malzemeleri de bulunur.
Yayların Isıl İşlemi
Yaylar için ısıl işlem sıcaklıkları iki aralığa ayrılabilir. 175-510C aralığında düşük sıcaklıktaki ısıl işlemler, artık gerilmeleri azaltmak ve parçaları boyutsal olarak stabilize etmek için şekil vermeden önce yaylara uygulanır.
Yayların gerilim giderme ve yaşlandırma işlemi düşük sıcaklıkta ve hava ile soğutularak yapılır.
Yay şekillendirildikten sonra tavlanmış malzemenin mukavemetini arttırmak için yüksek sıcaklıkta ısıl işlemler kullanılır. Yüksek karbonlu çelikler,760-900C aralığında östanizasyon sıcaklığında sertleştirilir, martensit oluşumu için su verilir ve daha sonra temperlenir. Bazı nikel alaşımlar, yüksek sıcaklıkta yaşlandırmayla güçlendirilir.Bu sıcaklıklarda yüksek oksidasyon çıktığından koruyucu atmosfer kullanarak aşırı oksidasyon önlenmesi önerilir.
-Yay benzeri parçaların çoğu, önceden sertleştirilmemiş malzemelerden üretilir. Bu durumlarda, yumuşak veya tavlanmış malzeme kullanılmalı ve üretimden sonra istenen yay özelliklerine ulaşmak için ısıl işlem görmelidir.
Yayların Hesap Yöntemleri
İnce telin silindir etrafında belirlenen sarım açısıyla sarılmasıyla helisel yay elde edilir. Tel çapı 10mm'den küçükse yay soğuk şekillendirilir, çap 20mm'den büyükse sıcak şekillendirilir. Aradaki tel çaplarında her iki yöntem uygulanır. Helisel yaylar makine taşıt konstrüksiyonunda en çok kullanılır. Yaylanma miktarları diğer yaylara göre büyüktür. Kullanılan malzemenin metalik, özellikle de çelik olması, sürtünmenin olmaması nedeniyle sönümleme oranı çok küçüktür.

Not: Helisel yayların kuvvet altında eksenel yöndeki boyları kısalır veya uzar, bu hareket sırasında yay telinin kesitinde burulma gerilmesi oluşur. Burulma gerilmesinin yayın çevresine eşit dağıldığı kabul edilirse, burulma gerilmesinin değeri burulma momentinin, polar mukavemet momentine bölünmesiyle elde edilir.
(Max Burulma gerilmesi değeri, helisel yayın tel çapı ve yaylanma miktarı bknz. 17.sy.)
-Yayın tek yönlü zorlanmaması için yay uçları aynı düşey doğrultuda değil aralarında 180 derece olacak şekilde imal edilir, yani toplam sarım sayısı buçuklu bir sayıdır; ilk ve son sargı rijit parçalarla temas halinde olup yaylanmaya katkıları yok kabul edilir.
Son halkalara uygulanan işlemler
Sıcak sarılmış yaylar sarımdan sonra ıslah işlemine tabi tutulurlar. Bu yaylar ya sıcak haddelenmiş çubuktan yada sıcak haddelendikten sonra tornalanıp taşlanmış cubuktan üretilir.
Yay Uzunluğu
Basıya çalışan helisel helisel yaya gelen kuvvet, sargıları birbirine temas ettirecek kadar büyük olursa,yayın bu haldeki uzunluğuna blok uzunluğu denir.
Bknz. syf. 20
Yayın Mukavemeti
Yayların mukavemet hesaplarında statik ve dinamik zorlamalar dikkate alınır.
- Yayın statik zorlanması: Genelde statik zorlama durumunda yayın sadece burulmaya maruz kaldığı düşünülür Sargı çapının iç kısmında meydana gelen max. gerilme dikkate alınmaz.
- Yayın dinamik zorlanması: Hesaplaması yapılırken sarım çapının iç kısmında meydana gelen gerilme artısı dikkate alınır. Bu gerilme artısı ortalama sargı çapının tel çap oranına bağlı olarak değişir.
Yayın Dinamik Zorlanması
Hesabı yapılırken sarım çapının iç kısmında meydana gelen gerilme artısı dikkate alınır.Bu gerilme artısı ortalama sargı çapının tel çap oranına bağlı olarak değişir.
Yayların yük altında burkulması:Yay uygun şekilde kılavuzlanmadıkça, helisel yayın boyu, ortalama çapın 4 katından daha fazlaysa yayın burkulma riski vardır. Bir yayın burkulması o yayın ortalama çapına, yayın uzunluğuna yayın merkezlenme şekline bağlıdır. Burkulma riski olan yaylar içten veya dıştan klavuzlanmalıdır.
Yassı Tel Yaylar
Yassı telden oluşup dikdörtgen kesitlidirler. Yassı telden üretilen yaylar yuvarlak telden üretilen yaylara göre daha yüksek eğilimi sağlar. Yassı tel yayları bükülmeye karşı daha dirençlidir ve yuvarlak tel yayların aksine yüksek frekanslarda sürtünme kaynaklı martensit oluşumuyla karşılaşmazlar bu sayede daha uzun ömre sahiptirler. Bu yaylar enine kesit boyunca dikdörtgen kesitlere sahiptir ve bu kesitler yuvarlak tel yaylarından daha büyüktür.
Dikdörtgen kesitli helisel yassı tel yay
|
Dikdörtgen ve Daha Büyük Kesitli Yayların Faydaları
- Tasarımından dolayı yuvarlak tel yaylardan daha fazla enerji depolarlar ve daha fazla itme gücü verirler.
- Küçük alanda daha çok miktarda enerji depolayabilirler. Bu sayede daha yüksek yaylanma özelliğine sahiptirler.
- Daha geniş kesit alanına sahiptirler. Bu sayede üzerine gelen darbeyi daha eşit dağıtabilir dolayısıyla daha az aşınma meydana gelir. Kesit alanı ne kadar küçükse yay daha fazla yıpranır. Ve daha erken değiştirilmesi gerekir.
- Yuvarlak el yaylara göre daha uzun ömürlüdür ve sık değiştirmek gerekmez.
- Yassı tel yaylar yuvarlağa göre hızlı açma ve kapama işlemi gerçekleştirirler. Bu sepeple daha düşük hata oranına sahiptir.
- Düz tel yaylara göre daha fazla sürtünme ve burkulmaya dirençlidir.
- Sahip olduğu kesit sayesinde yuvarlak yaylara göre daha kısa boy tasarımla istenen kuvvetleri elde etmek mümkündür. Bunun sonucunda daha dar alanlarda kullanıma elverişlidir. Bu sayede de çok verimlidir.
Dezavantajları olarak şunlar sayılabilir.
-Bu yayların hesaplanması nispeten karışıktır. En temel karışıklık uzun ve ince bir yapıya sahip olduğu için burkulmaya müsaittir.Burkulmayı azaltabilmek için genelde yayın ortasına bir mil geçirilir. Bu seferde yayda mil yüzeyi ile sürtünmeli olarak bir miktar burkulma oluşur. Meydana gelen burkulmalar yay karakterine geometrik düzensizlik katar. Dolayısıyla, kuvvet-sapma ilişkisi doğrusal bir bağlantı yerine doğrusal olmayan bir bağlantı olarak görülebilir.
-Daha maliyetlidir.
Yassı Tel Yayların Hesap Yöntemleri
Yay sıkışma yükseklikleri hesaplanırken, telin eksenel boyu değişimi dikkate alınmalıdır.
 |
| Yassı tel yayın sarım öncesi ve sonrası biçim değişimi |
*Yayın rijitlik oranı telin düz veya yan kenar üzerine sarılı olması durumunda oran aynıdır.
Karşılaştırmalı hesaplamalar
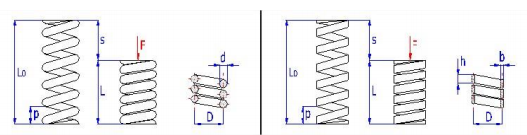 |
Yuvarlak ve yassı tel yayların gösterimi
|
Yuvarlak ve yassı tel yayların genel hesap formülleri

c: Yay rijitlik oranı (c = D / d; c = D / b)
b: Tel genişliği (mm, in)
d: Tel çapı (mm, in)
D: Ortalama yay çapı (mm, in)
F: Yay kuvveti (N, lb)
G: Kayma modülü (MPa, psi)
h: Kesit yüksekliği (mm, in)
k: Yay sabiti (N / mm, lb / in)
Ks: Eğrilik düzeltme faktörü
L0: Serbest boy (mm, in)
Ls: Blok boy (mm, in)
n: aktif sarım sayısı
p: Sarımlar arasındaki adım (mm, in)
s: yay sapması (mm, in)
t: Yay malzemesinin burulma gerilmesi (MPa, psi)
Teze Ait Bilgiler: Hafif Ateşli Silahlarda Kullanılan Yuvarlak Ve Yassı Telden Üretilmiş Yerine Getiren Yaylarda Kuvvet Kayıplarının İncelenmesi / Serkan GÜREL / Giresun Üniversitesi Fen Bilimleri Enstitüsü / Makine Mühendisliği Anabilim Dalı / Yüksek Lisans Tezi / 2019 Aralık / Giresun
Teze Ait Bilgiler: Hafif Ateşli Silahlarda Kullanılan Yuvarlak Ve Yassı Telden Üretilmiş Yerine Getiren Yaylarda Kuvvet Kayıplarının İncelenmesi / Serkan GÜREL / Giresun Üniversitesi Fen Bilimleri Enstitüsü / Makine Mühendisliği Anabilim Dalı / Yüksek Lisans Tezi / 2019 Aralık / Giresun
İletişim bilgileri:
İnstagram: Silah__Akademi
e-posta: Silahakademi90@gmail.com
Hiç yorum yok:
Yorum Gönder